
Изготовление зубчатых шкивов по образцам: от изношенных деталей до готовой партии за две недели

Когда детали говорят сами за себя
В производственной практике нередко возникают ситуации, когда оборудование выходит из строя, а оригинальная документация на него либо утеряна, либо никогда не существовала. Именно с такой задачей к нам обратился очередной заказчик: он передал нам пять типов зубчатых шкивов - часть из которых уже имела значительный износ и поставил чёткое условие: изготовить аналоги, полностью соответствующие оригиналу по геометрии и характеристикам.
Задача требовала не только высокой точности измерений и инженерной грамотности, но и слаженной работы всей команды от конструкторского отдела до производственного цеха. О том, как мы прошли этот путь от изношенных образцов до готовой партии, расскажем подробно.
Что передал заказчик: пять позиций с историей
Заказчик предоставил по одному экземпляру каждой из следующих деталей, на основе которых требовалось изготовить партии аналогов:
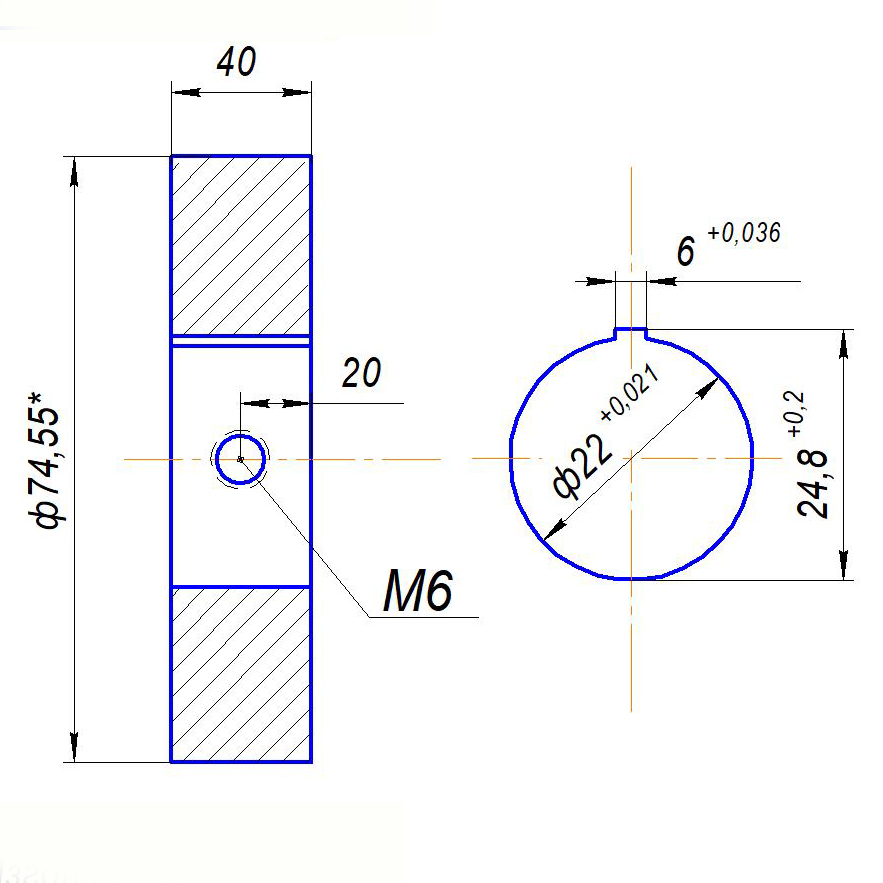
Шкив зубчатый под расточку - образец для изготовления партии 4 штуки. Конструкция предполагает последующую расточку посадочного отверстия под конкретный вал, что накладывает особые требования к точности исходной заготовки.
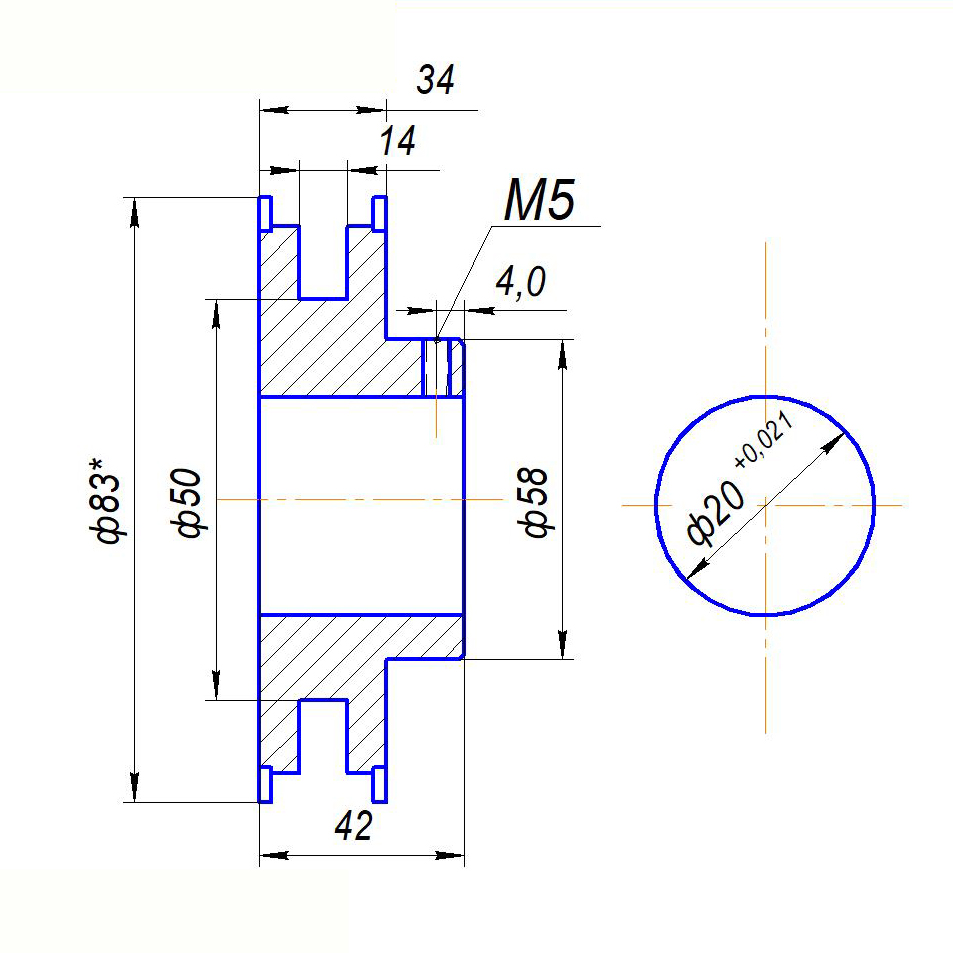
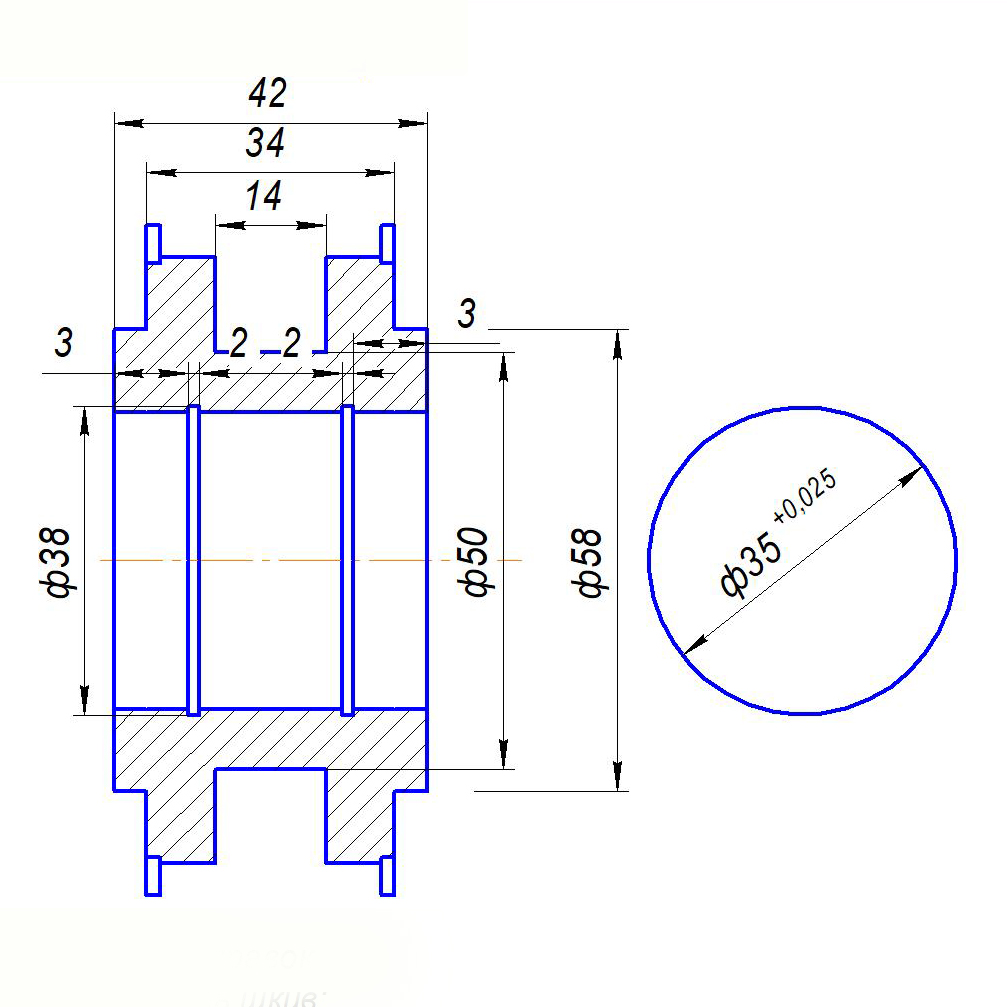
Шкив зубчатый с установкой реборд - образец для партии 6 штук. Реборды - боковые упоры, удерживающие зубчатый ремень от схода в сторону. Их установка требует точного соблюдения соосности и надёжной фиксации.
Шкив без реборд - образец для партии 4 штуки. Конструктивно проще предыдущей позиции, однако точность зубчатого профиля остаётся столь же критичной: малейшее отклонение по шагу или высоте зуба нарушит работу ременной передачи.
.gif)
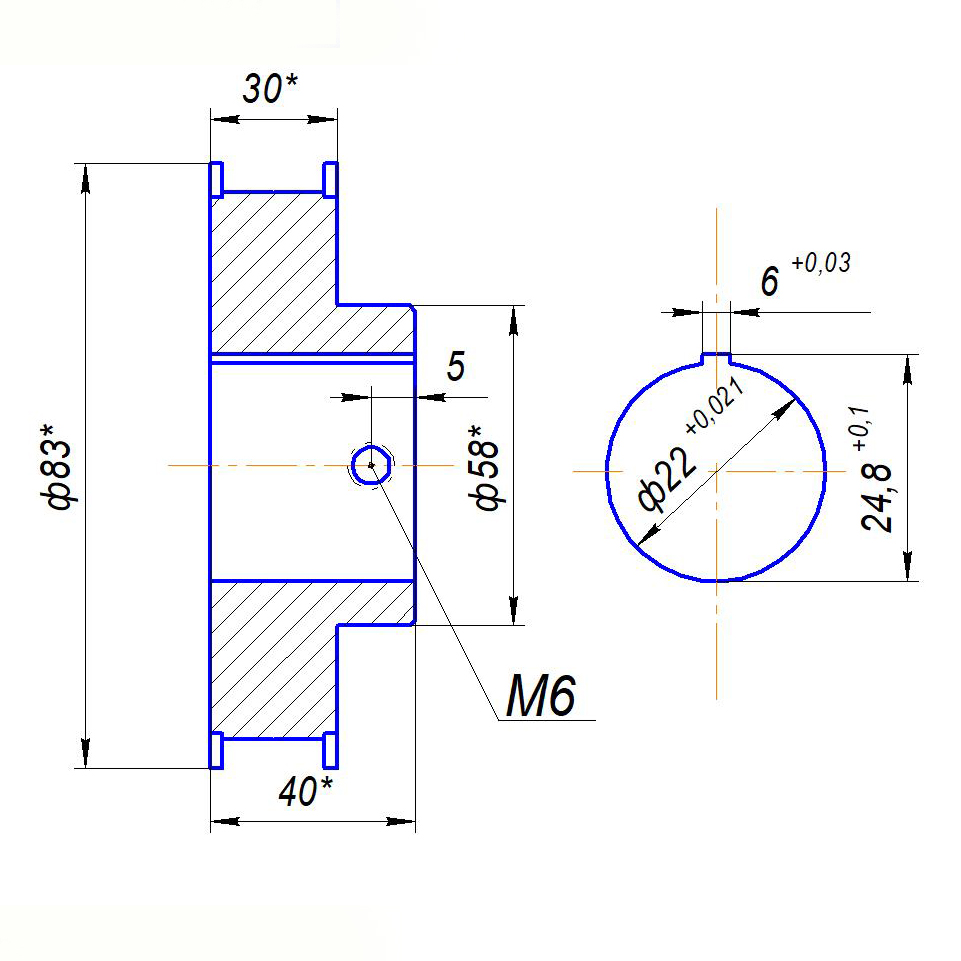
Шкив зубчатый под подшипник - образец для партии 3 штуки. Посадочное место под подшипник - зона жёстких допусков: несколько микрон отклонения уже могут привести к недопустимому люфту или, напротив, к невозможности сборки.
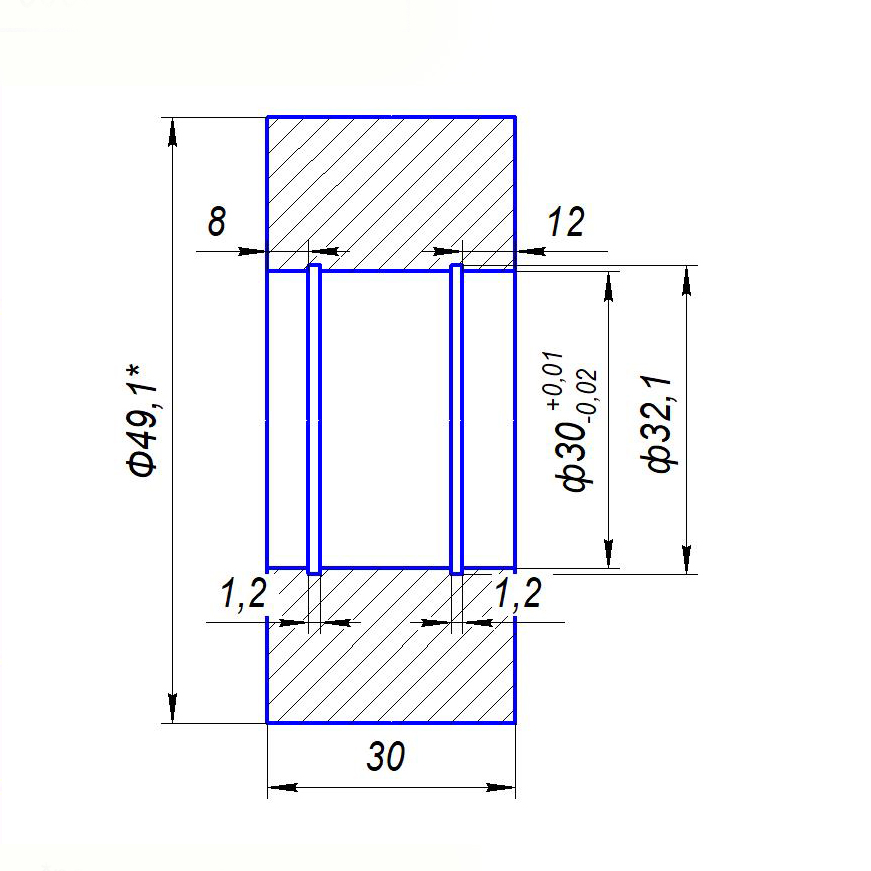
Шкив зубчатый под подшипник - образец для партии 6 штук. Сочетание внешнего диаметра, числа зубьев и посадки под подшипник формирует специфичную геометрию, требующую аккуратного и полного воспроизведения.
.gif)
Итого по пяти образцам предстояло изготовить 23 детали пяти различных типов. Все образцы прошли полный цикл обмеров с применением точного измерительного инструмента.
Первый этап: чертежи, 3D-модели и согласование
После проведения полного комплекса замеров работа над проектом началась с разработки конструкторских чертежей - именно они стали отправной точкой всего технологического процесса. Наши инженеры вручную зафиксировали все ключевые параметры каждой детали: диаметры, посадочные размеры, профиль зубчатого венца, расположение реборд и допуски на сопрягаемые поверхности. Чертежи выполнялись в строгом соответствии с требованиями конструкторской документации и служили основой для всех последующих операций.
Только после того, как чертежи были полностью проработаны и выверены, конструкторы приступили к созданию трёхмерных моделей каждой из пяти позиций. Работа велась в профессиональном CAD-программном обеспечении: 3D-модели позволили визуализировать детали в объёме, проверить корректность зубчатого профиля и посадочных поверхностей, а также выявить возможные несоответствия ещё до запуска в производство. Такой последовательный подход - сначала чертёж, затем модель - исключает ситуацию, когда визуально привлекательная 3D-форма расходится с реальными производственными допусками.
Для каждой детали была разработана полноценная 3D-модель с указанием всех конструктивных элементов: зубчатого венца по профилю заданному профилю, посадочных отверстий, как под расточку, так и под подшипник, а также конструкции реборд там, где это предусмотрено.
Готовые чертежи и трёхмерные модели были переданы заказчику на согласование. Это принципиально важный этап: именно здесь заказчик имеет возможность убедиться, что его требования поняты верно, а воспроизведённая геометрия соответствует ожиданиям. В ходе согласования были уточнены несколько параметров по посадочным размерам - это стандартная практика, которая позволяет исключить ошибки ещё на стадии проектирования, а не в процессе производства. После получения подтверждения от заказчика документация была передана в цех.
Второй этап: изготовление партии в течение двух недель
С момента согласования документации до передачи готовой партии заказчику прошло ровно две недели. Для непосвящённого человека этот срок может показаться коротким, учитывая, что речь идёт о многопозиционном заказе с суммарным количеством деталей более двадцати штук, каждая из которых требует точной механической обработки. Однако именно такой темп является для нас рабочей нормой при чёткой организации процесса.
Производство зубчатых шкивов включало несколько операций. Прежде всего - это токарная обработка заготовок: формирование наружного диаметра, посадочных отверстий и торцевых поверхностей. Для позиций под подшипник особое внимание уделялось точности расточки: отклонение от номинального размера не должно было превышать нескольких микрон.
Для позиций с установкой реборд выполнялась отдельная операция по их монтажу и фиксации. Реборды запрессовывались с заданным натягом и контролировались на соосность с зубчатым венцом.
Готовые детали проходили выходной контроль: проверялись основные размеры, профиль зубьев, качество посадочных поверхностей и внешний вид. Только после этого изделия упаковывались и передавались заказчику.
%20аппп1111%20(1)%20(1).png)
.png)
.png)
.png)
%20(1).png)
Результат: от образца до аналога без потери качества
По итогам проекта заказчик получил полный комплект зубчатых шкивов по всем пяти позициям. Детали прошли входной контроль на стороне заказчика и были приняты без замечаний.
Этот заказ наглядно демонстрирует одно из ключевых направлений нашей работы - изготовление деталей по образцам. Нередко у предприятий нет чертежей на оснастку или комплектующие: оборудование закупалось годами ранее, документация утеряна, а поставщик оригинальных запчастей недоступен. В этом случае обратный инжиниринг и точное воспроизведение деталей - это единственный выход, позволяющий восстановить работоспособность производственной линии без длительного простоя.
Мы принимаем в работу детали любой степени износа, восстанавливаем геометрию, разрабатываем полный комплект конструкторской документации и изготавливаем аналоги в сжатые сроки. Если у вас есть похожая задача - обращайтесь: мы готовы оценить её и предложить оптимальное решение.








 для конвейерных систем | Статьи компании Евромеханика")
